 Автомагазин ВАН-ПУР
Автомагазин ВАН-ПУРПіввісь заднього моста ВАЗ 2101-07

Знижки
Умови повернення та обміну
Умови гарантії
Тип по виробнику
Стан
від 825 до 2825 ₴
В наявності
Доставка
 Самовивіз в м. Днiпро
Самовивіз в м. ДнiпроБезкоштовно
 Укрпошта
Укрпошта35 ₴
 Делівері
Делівері40 ₴
 Нова Пошта
Нова Пошта60 - 1 000 ₴
 SAT
SAT60 ₴
Оплата
 Оплата на картку «Приватбанк» Оплата під час самовивезення по м. Дніпро
Оплата на картку «Приватбанк» Оплата під час самовивезення по м. Дніпро  Післяплата
Післяплата Опис
Внимание!
Наличие и срок отгрузки уточняйте перед отгрузкой или приездом!
Полуось заднего моста ВАЗ 2101-07
В ассортименте - оригинал, лицензия и реставрация
В наличии сальник полуоси(цену уточняйте)
1. Выверните по две направляющие шпильки крепления барабана к ступице и снимите тормозные барабаны. Если барабан не снимается, установите шпильки в резьбовые отверстия фланца барабана и, ввертывая их, снимите барабан.
2. Отсоедините трубки гидропривода тормоза от колесных цилиндров, отвернув накидные гайки.
| | Рис. 3.65. Задний мост: 1 – полуось с тормозом; 2 – втулка упорная; 3 – пластина полуоси; 4 – болт крепленbя щита тормоза; 5 – подшипник; 6 – манжета; 7 – втулка запорная; 8 – картер заднего моста; 9 – картер редуктора; 10 – корпус дифференциала; 11 – болт; 12 – шестерня ведомая; 13 – подшипник ведущей шестерни передний; 14 – шайба маслоотражательная; 15 – манжета ведущей шестерни; 16 – шайба; 17 – фланец крепления карданного вала;18 – гайка; 19 – втулка распорная; 20 – прокладка регулировочная; 21 – подшипник ведущей шестерни задний; 22 – шестерня ведущая; 23 – шайба упорная; 24 – подшипник дифференциала; 25 – гайка регулировочная; 26 – стопор; 27 – прокладка; 28 – болт; 29 – шайба; 30 – болт; 31 – шестерня полуоси; 32 – пробка; 33 – палец сателлитов; 34 – сателлит; 35 – крышка подшипника; 36 – крышка редуктора; 37 – пробка магнитная; С – монтажный размер
|

3. Отверните торцовым ключом четыре болта 4 (см. рис. 3.65) крепления тормозного щита через большое отверстие во фланце полуоси.
| | Рис. 3.66. Удаление полуоси с помощью съемника: 1 – скоба; 2 – фланец; 3 – винт
|

4. Выньте полуось 1 вместе с тормозным щитом. Если полуось не вынимается рукой, выньте ее с помощью съемника, как показано на рис. 3.66.
| Примечание Полуоси заднего моста можно снять, не снимая заднего моста. Порядок разборки тот же. |
5. Для замены манжеты 6 (см. рис. 3.65), выньте ее из картера заднего моста и запрессуйте новую манжету, предварительно окунув ее в моторное масло, с помощью оправки до упора во фланец картера.
6. Соберите задний мост в обратном порядке.
Определение технического состояния полуосей
1. Замените изношенные и поврежденные шариковые подшипники 5 (см. рис 3.65), запорные 7 и упорные 2 втулки. Радиальный зазор в подшипнике не должен превышать 0,1 мм.
2. Если подшипник или запорная и упорная втулки смещены относительно своих посадочных мест, замените их.
3. Замените поврежденные пластины 3 полуосей подшипников.
4. Замените полуось 1, если она деформирована и повреждены или изношены посадочные поверхности и шлицы.
Разборка полуоси
1. Снимите запорную втулку. Легче всего это сделать, если проточить ее по наружному диаметру (либо сфрезеровать или запилить на цилиндрической поверхности лыску). При этом втулка ослабнет и легко снимется с полуоси.
2. Можно снять втулку вместе с подшипником на гидравлическом прессе. Для этого между пластиной 3 крепления подшипника и подшипником вставьте пластины толщиной 4–5 мм или специальные полукольца, охватывающие и подшипник. Оперев эти полукольца на подставку или траверсу пресса, штоком пресса со стороны шлицевого конца выпрессуйте полуось.
| Предупреждение Повторное использование запорной втулки не допускается. |
3. Снимите пластину полуоси и упорную втулку.
Сборка полуоси
1. Поставьте полуось вертикально.
2. Установите на полуось упорную втулку 2 и пластину 3 полуоси.
3. Наденьте на полуось подшипник и запрессуйте его до упора в упорную втулку.
4. Нагрейте запорную втулку 7 до температуры 250–300 °С. При такой температуре появляются цвета побежалости (синий и фиолетовый).
Новую запорную втулку можно приобрести, либо выточить на токарном станке из стали. Предварительно, следует, измерить фактический диаметр посадочной шейки полуоси. Внутренний диаметр изготовленной втулки должен обеспечивать посадку втулки с натягом 0,03 – 0,06 мм.
Самодельную втулку нагреваем в кипящем масле и напрессовываем на полуось оправкой, – ею может послужить отрезок подходящей трубы.
Покупная втулка, как правило, имеет внутренний диаметр меньше рекомендованного – натяг достигает 0,5 мм и даже больше. Посадить ее, нагрев в масле, не удается. В этом случае действуем иначе.
 | Запорную втулку нагреваем в пламени газовой горелки или паяльной лампы до темно-вишневого цвета. |
 | Надеваем ее на полуось – она должна сама, под своим весом, сесть на место, и даем ей остыть на воздухе. Охлаждать ее водой, маслом и т.п. нельзя. |
5. Наденьте запорную втулку на полуось. Большая фаска на наружной поверхности втулки должна быть обращена в сторону шлицев.
6. Напрессуйте запорную втулку на полуось до упора, используя для этого трубу с перпендикулярно подрезанным торцом диаметром отверстия 30,5–32 мм и длиной 555–650 мм.
Задний мост ведущий. В картере заднего моста (балки) 8 (рис. 3.65), установлен редуктор, включающий в себя главную передачу с дифференциалом и полуоси.
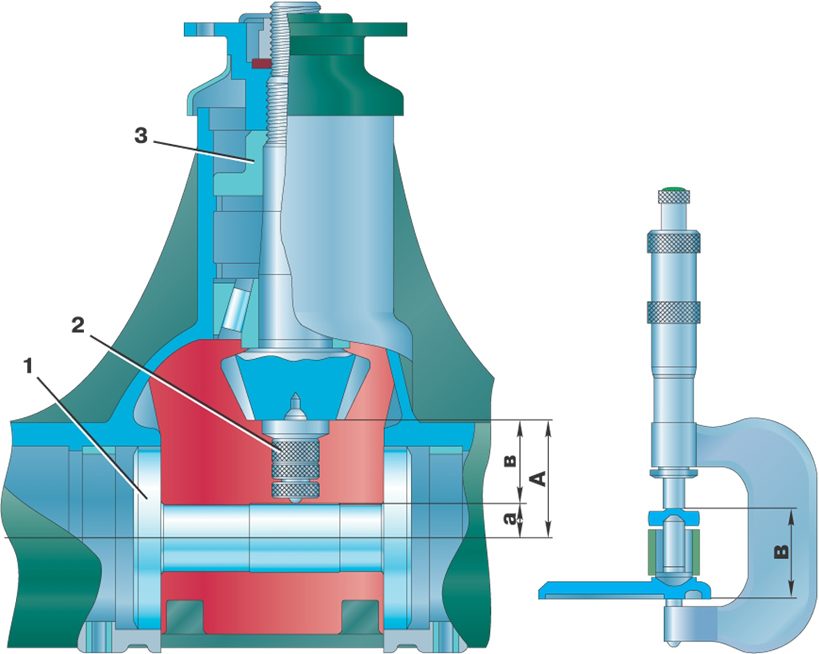 | Рис. 3.80. Определение монтажного зазора А в картере главной передачи: 1 – контрольная оправка; 2 – микрометрическая стойка; 3 – оправка |
Картер заднего моста состоит из двух кожухов полуосей, запрессованных свободными концами в картер 9 редуктора и скрепленных сваркой. Кожухи полуосей представляют собой трубы с приваренными фланцами, опорными площадками для крепления рессор. Редуктор заднего моста включает в себя гипоидную главную передачу и межколесный дифференциал. В картере 9 редуктора на двух роликовых конических подшипниках 13 и 21 размещается ведущая шестерня 22 главной передачи, изготовленная за одно целое с валом. Между торцом наружного кольца заднего подшипника и опорной поверхностью картера редуктора установлены регулировочные прокладки 20, определяющие положение ведущей шестерни по монтажному размеру А=а+в (см. рис. 3.80). Между роликовыми коническими подшипниками находится распорная втулка 19 (см. рис. 3.65), предварительный натяг которой создается гайкой 18 крепления фланца 17 ведущей шестерни. Выступающий из картера редуктора конец вала ведущей шестерни уплотнен манжетой 15. На фланце 17 установлен грязеотражатель, защищающий манжету от грязи и повреждений.
Ведомая шестерня 12 главной передачи прикреплена болтами 11 к фланцу корпуса 10 дифференциала, который вращается на двух роликовых конических подшипниках 24, регулируемых гайками 25, ввернутыми в разъемные постели подшипников. Каждый подшипник закрыт крышкой 35, прикрепленной двумя болтами к картеру редуктора. Регулировочные гайки 25 фиксируются стопором 26. Два сателлита 34 установлены на пальце 33 сателлитов. От выпадания палец сателлитов удерживается ведомой шестерней 12, которая перекрывает отверстие. Конические зубья сателлитов 34 находятся в постоянном зацеплении с зубьями полуосевых шестерен 31, которые опираются торцами на корпус 10 дифференциала.
Полуоси внутренними шлицевыми концами входят в зацепление со шлицами полуосевых шестерен 31, а наружными концами опираются на закрытые шариковые подшипники 5 с уплотнителями. Подшипник фиксируется на полуоси через упорную втулку 2 запорной втулкой 7. Последняя в холодном состоянии напрессована на полуось усилием 98 100+1962 Н (10 000+2000 кгс). К фланцу полуоси крепится двумя винтами тормозной барабан и четырьмя болтами – диск колеса.
В нижней части картера редуктора 9 (балки) установлена магнитная пробка 37 сливного отверстия. Подшипники полуоси – закрытого типа с одноразовой смазкой, заложенной туда на весь срок службы до капитального ремонта автомобиля.
В процессе эксплуатации подвижные детали и узлы заднего моста подвергаются износу, что с течением времени начинает сказываться на работе всей трансмиссии и самого моста.
Номинальные размеры, допуски, зазоры и натяги основных сопрягаемых деталей, наиболее часто подверженных износу, приведены в табл. 3.5.
Определение технического состояния заднего моста по шуму
Чтобы облегчить поиски возможных неисправностей, придерживайтесь следующего порядка испытаний.
Испытание № 1.
Ведите автомобиль по шоссе со скоростью около 20 км/ч, чтобы отчетливо определить характер шума. Затем постепенно увеличивайте скорость до 90 км/ч, прислушиваясь к изменению шума и отмечая скорость, при которой это происходит.
Отпустите педаль акселератора и без притормаживания погасите скорость двигателем. Во время замедления следите за изменением шума и фиксируйте момент его усиления или уменьшения. Обычно шум возникает и исчезает при одних и тех же скоростях как при ускорении, так и при замедлении.
Испытание № 2.
Разгоните автомобиль до 100 км/ч, поставьте рычаг переключения передач в нейтральное положение, выключите зажигание и, двигаясь накатом, следите за характером шума на различных скоростях. Если шум, замеченный во время этого испытания, такой же, как при первом испытании, то он исходит не от редуктора, поскольку этот узел без нагрузки не издает шума. Напротив, шум, отмеченный при первом испытании и не повторяющийся при втором, может исходить от редуктора полуосей или подшипников. Определите источник этого шума во время следующего испытания.
Испытание № 3.
На неподвижном и заторможенном автомобиле пустите двигатель и, увеличивая плавно частоту вращения, сравните возникшие шумы с замеченными в предыдущих испытаниях: если они похожи на шумы первого испытания, значит, их источником является не редуктор, а другой узел, например воздухоочиститель, глушитель, двигатель или кузов.
Испытание № 4.
Шумы, обнаруженные при первом испытании и не повторившиеся при последующих, исходят от редуктора. Для подтверждения поднимите задние колеса, пустите двигатель, включите четвертую передачу и убедитесь, что шум действительно возникает в редукторе.
Оставте отзыв и станьте нашим постоянным клиентом с предоставлением бонусных скидок!
Характеристики
Код товару
21011-350510
Марка авто
ВАЗ
Модель авто
2101
Тип по виробнику
аналог, оригінал
Стан
новий, б/в
Назначение
легковые автомобили